東莞市新?lián)P翊精密鈑金制造有限公司
東莞市新?lián)P翊精密鈑金制造有限公司
 大客戶服務(wù)熱線:136 3270 5806
東莞市新?lián)P翊精密鈑金制造有限公司
大客戶服務(wù)熱線:136 3270 5806
大客戶服務(wù)熱線:136 3270 5806
東莞市新?lián)P翊精密鈑金制造有限公司
大客戶服務(wù)熱線:136 3270 5806
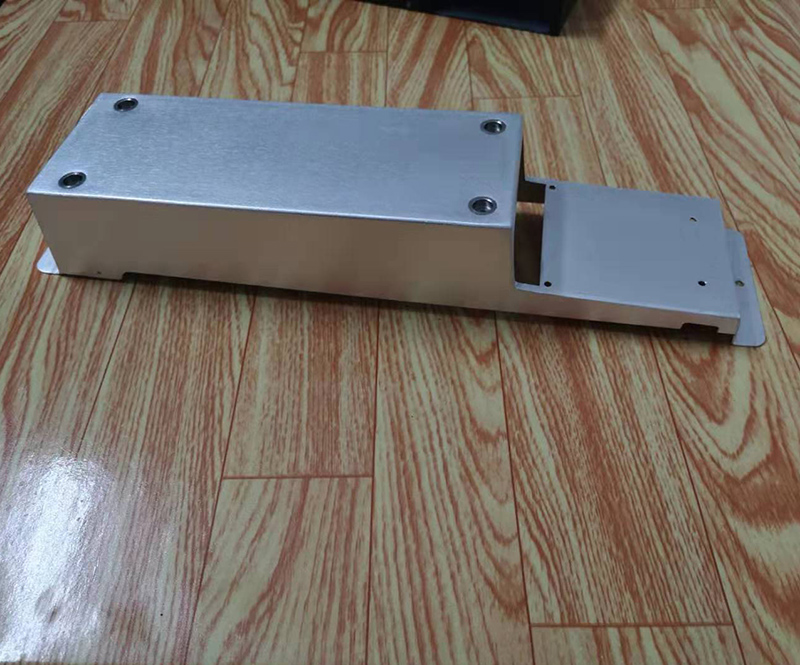
鈑金工藝有哪些技術(shù)
發(fā)布時(shí)間:2020-08-21 17:19:29 作者:kefu
增強(qiáng)金屬材料的使用性能是東莞鈑金加工廠家需要做到位的工作內(nèi)容。加工工藝能夠使產(chǎn)品的外表結(jié)構(gòu)和內(nèi)部系統(tǒng)變得更加穩(wěn)定和堅(jiān)固